
Basah atau Kering: Jawaban Langsung Mengasah Silinder Sepeda Motor
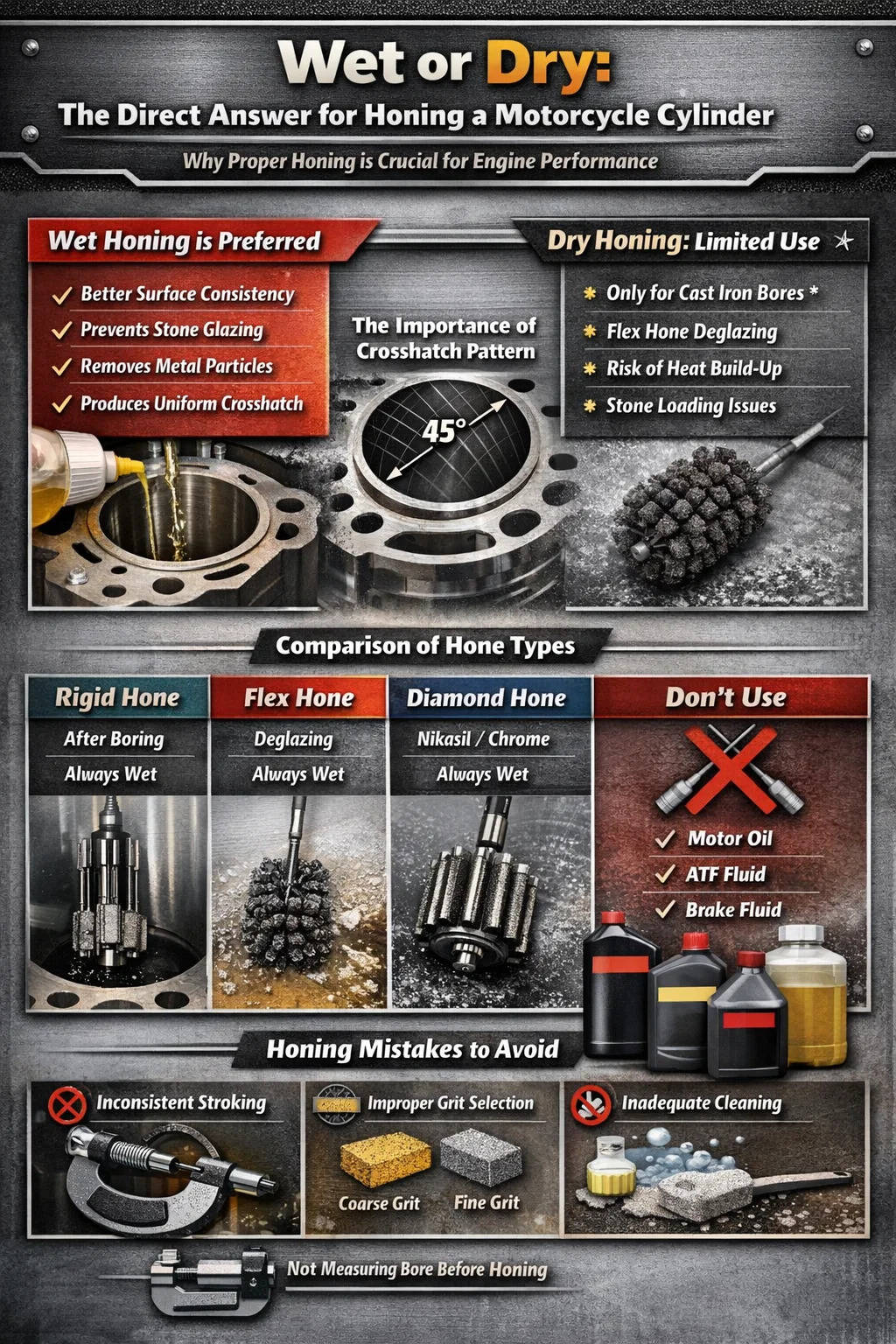
Saat mengasah a silinder sepeda motor , pengasahan basah adalah metode yang direkomendasikan di sebagian besar situasi . Penggunaan minyak asah atau pelumas berbahan dasar minyak bumi selama proses akan menghilangkan partikel logam, menjaga pemotongan asah tetap bersih, mencegah lapisan kaca pada batu abrasif, dan menghasilkan pola garis silang yang lebih konsisten pada dinding lubang. Pengasah kering hanya digunakan dalam skenario yang sangat spesifik — biasanya dengan pengasah sikat fleksibel tertentu pada lubang besi tuang — dan meskipun demikian, masinis berpengalaman sering kali lebih memilih setidaknya sedikit pelumas.
Jawaban ini penting karena kesalahan secara langsung mempengaruhi seberapa baik dudukan ring piston Anda. Pengasahan silinder sepeda motor yang buruk menyebabkan konsumsi oli, kompresi yang buruk, keausan ring dini, dan mesin tidak dapat bekerja sebagaimana mestinya. Baik Anda sedang membangun kembali sepeda motor trail 250cc satu silinder atau V-twin lubang besar, memahami proses pengasahan secara detail tidak dapat dinegosiasikan.
Apa yang Sebenarnya Dilakukan Mengasah pada Silinder Sepeda Motor
Mengasah adalah proses pemesinan abrasif yang menghaluskan permukaan bagian dalam lubang silinder. Ini memiliki dua tujuan utama: memperbaiki ketidaksempurnaan geometris kecil akibat pengeboran, dan menciptakan tekstur permukaan tertentu — pola garis silang — yang menahan oli mesin dan memungkinkan cincin piston terpasang dengan benar pada dinding lubang.
Ketika silinder sepeda motor dibor untuk menerima piston yang terlalu besar, atau ketika silinder bekas direkondisi, permukaan lubang akan tertinggal dengan hasil akhir yang relatif kasar dari batang bor. Mengasah menghaluskan permukaan tersebut hingga mencapai rata-rata kekasaran yang tepat (Ra), biasanya diukur dalam mikroinci atau mikrometer. Sebagian besar produsen silinder sepeda motor menetapkan nilai Ra lubang jadi antara 15 dan 30 mikroinci (kira-kira 0,38 hingga 0,76 mikrometer) untuk lubang besi cor konvensional atau berlapis krom, meskipun pelapis komposit Nikasil dan keramik memiliki spesifikasi yang lebih ketat.
Sudut garis silang juga sama pentingnya. Garis silang 45 derajat — artinya tanda asah berpotongan kira-kira 45 derajat di setiap sisinya — adalah standar industri untuk sebagian besar mesin sepeda motor empat tak. Sudut ini menciptakan saluran mikro yang mendistribusikan oli secara merata ke seluruh lubang sementara cincin meluncur ke atas dan ke bawah, menyegel gas pembakaran sekaligus mencegah oli berlebih masuk ke ruang bakar.
Istilah Tekstur Permukaan yang Perlu Anda Ketahui
- Ra (Rata-rata Kekasaran): Deviasi rata-rata permukaan dari garis datar sempurna, diukur dalam mikroinci atau mikrometer. Ini adalah spesifikasi yang paling sering dikutip.
- Rz (Kedalaman Kekasaran Berarti): Rata-rata dari lima puncak tertinggi dan lima lembah terdalam dalam jangka waktu tertentu. Lebih relevan untuk perilaku duduk di ring.
- Rk (Kedalaman Kekasaran Inti): Digunakan dalam spesifikasi pengasahan dataran tinggi — nilai ini memengaruhi retensi oli tanpa meningkatkan keausan ring.
- Sudut garis silang: Sudut di mana batu asah meninggalkan bekas pada dinding lubang. Terlalu dangkal memperlambat tempat duduk di ring; terlalu curam menyebabkan konsumsi minyak berlebihan.
Mengapa Pengasahan Basah Mengungguli Pengasahan Kering untuk Silinder Sepeda Motor
Kimia dan fisika di balik pengasahan basah menjelaskan mengapa pelumasan memberikan perbedaan yang signifikan. Ketika batu abrasif memotong logam tanpa pelumasan, beberapa masalah akan bertambah dengan cepat.
Penumpukan Panas Menghancurkan Konsistensi Permukaan
Pengasahan kering menghasilkan panas melalui gesekan. Bahkan pada kecepatan pengeboran sedang — biasanya 300 hingga 500 RPM untuk lubang silinder sepeda motor — pengasahan kering dapat meningkatkan suhu permukaan lubang hingga menyebabkan abrasi yang tidak konsisten. Logam mengembang saat dipanaskan, yang berarti diameter lubang yang Anda ukur di antara pukulan tidak sama dengan diameter lubang pada suhu kamar. Hal ini khususnya menjadi masalah pada silinder aluminium, yang memiliki koefisien muai panas lebih tinggi (kira-kira 23 × 10⁻⁶/°C) dibandingkan dengan besi tuang (kira-kira 11 × 10⁻⁶/°C). Kenaikan suhu sebesar 50°F (28°C) pada lubang aluminium dapat menyebabkan perubahan dimensi sebesar 0,001 hingga 0,002 inci — cukup untuk merusak spesifikasi jarak bebas piston ke dinding yang ketat.
Pemuatan Partikel Logam Menyumbat Asah
Saat asah mengikis lubang silinder, partikel logam kecil terlepas. Tanpa pelumasan untuk menghilangkan partikel-partikel ini, partikel-partikel tersebut akan tertanam dalam batu abrasif — sebuah proses yang disebut pemuatan. Asah yang diisi tidak lagi memotong dengan rapi; sebaliknya, ia memoles permukaannya, mengolesi logam pada lubangnya alih-alih memotongnya. Hal ini menghasilkan permukaan yang terlihat halus namun memiliki karakteristik retensi minyak yang buruk. Saat ring piston bersentuhan dengan lubang yang terbakar, ring tersebut tidak dapat masuk dengan baik karena tidak ada lembah mikro yang menampung oli selama periode awal pengoperasian dengan gesekan tinggi.
Wet Honing Menghasilkan Crosshatch yang Lebih Seragam
Minyak asah berfungsi sebagai pendingin dan cairan pemotongan. Ini mengurangi gesekan antara batu dan lubang, memungkinkan bahan abrasif memotong secara konsisten sepanjang pukulan. Hasilnya adalah sudut garis silang yang lebih seragam dan nilai Ra yang lebih konsisten dari atas ke bawah lubang. Studi yang membandingkan hasil pengasahan basah dan kering secara konsisten menunjukkan bahwa lubang yang diasah basah mencapai toleransi Ra yang lebih ketat, dengan variasi ±2 hingga ±3 mikroinci dibandingkan dengan ±6 hingga ±10 mikroinci untuk lubang yang diasah kering dalam kondisi yang sama.
Saat Pengasahan Kering Dapat Diterima
Ada situasi sempit di mana pengasahan kering digunakan atau ditoleransi. Asah fleksibel (asah bola atau asah "sikat botol") yang digunakan pada lubang besi tuang untuk pengoperasian penghilangan kaca yang cepat — bukan untuk menghilangkan material secara signifikan — terkadang dapat digunakan dalam keadaan kering atau dengan pelumasan minimal. Sifat besi cor yang lebih lembut dan desain kuas yang fleksibel dan berpusat pada diri sendiri membuatnya lebih mudah memaafkan. Namun, bahkan dalam skenario ini, sebagian besar pembuat mesin profesional menggunakan setidaknya sedikit semprotan WD-40, minyak tanah, atau oli asah khusus sebelum menjalankan asah fleksibel. karena hasilnya jauh lebih baik dengan pelumasan dibandingkan tanpa pelumasan.
Jenis Asah yang Digunakan pada Silinder Sepeda Motor
Tidak semua alat asah sama, dan jenis asah yang Anda gunakan mengubah teknik dan kebutuhan pelumasan Anda. Silinder sepeda motor memiliki diameter lubang yang beragam — mulai dari sekitar 38 mm pada mesin dua langkah kecil hingga lebih dari 100 mm pada mesin V-twin berkapasitas besar — dan alat asah harus sesuai dengan ukuran lubang dan pekerjaan yang dilakukan.
Batu Asah Kaku (Asah Bermuatan Pegas)
Ini adalah tipe yang paling umum digunakan di bengkel mesin otomotif dan sepeda motor. Pengasah kaku terdiri dari dua atau tiga batu abrasif yang dipasang pada lengan pegas yang menekan dinding lubang di bawah tekanan terkendali. Batu-batu tersebut tersedia dalam berbagai grit — biasanya berkisar antara 80 hingga 400 grit. Bubur jagung yang lebih kasar (80–120) digunakan saat mengeluarkan material setelah pengeboran, sedangkan butiran yang lebih halus (220–400) digunakan untuk finishing dan menghasilkan pola garis silang akhir.
Pengasah yang kaku memerlukan bor kaku atau mesin pengasah yang menjaga RPM dan kecepatan gerakan yang konsisten. Untuk silinder sepeda motor, sebagian besar teknisi menggunakan bor listrik dengan kecepatan sekitar 300–450 RPM yang dipadukan dengan kecepatan guratan yang menghasilkan tanda garis silang 45 derajat. Rumusnya sederhana: kecepatan mengayuh (inci per menit) = RPM × lingkar lubang × tan(sudut garis silang/2) . Untuk lubang 90mm pada 400 RPM yang menargetkan garis silang 45 derajat, hasilnya kira-kira 45–55 pukulan per menit.
Flex-Hone (Mengasah Bola atau Mengasah Kuas)
Flex-hone adalah poros fleksibel dengan bola abrasif yang dipasang secara berkala. Ini berpusat pada diri sendiri dan mengikuti lubang secara alami, sehingga memaafkan mekanik DIY yang tidak memiliki perlengkapan asah yang kaku. Flex-hone unggul dalam deglazing — menghilangkan permukaan kaca yang mengeras dari lubang silinder bekas — dan efektif untuk menghasilkan hasil akhir yang diasah dataran tinggi pada lubang yang sudah sesuai spesifikasi secara dimensi.
Grit yang tersedia untuk pengasah fleksibel berkisar antara 60 hingga 800. Untuk sebagian besar pekerjaan penghilang kaca silinder sepeda motor, pengasah fleksibel 240 grit atau 320 grit adalah pilihan yang tepat. Flex-hones harus selalu digunakan dalam keadaan basah — produsen Brush Research Manufacturing (pembuat merek Flex-Hone) secara eksplisit menyatakan dalam dokumentasi produknya bahwa minyak asah atau WD-40 harus selalu digunakan saat digunakan.
Berlian Asah
Alat mengasah berlian menggunakan bahan abrasif berlian industri sebagai pengganti batu aluminium oksida atau silikon karbida konvensional. Bahan ini terutama digunakan pada lapisan lubang keras seperti Nikasil (nikel-silikon karbida), komposit keramik, dan lubang krom yang akan dengan cepat menghancurkan batu abrasif konvensional. Mata bor intan hampir secara eksklusif digunakan dalam keadaan basah, dan pemilihan pelumas lebih penting di sini — minyak berbahan dasar minyak bumi dapat bereaksi buruk dengan beberapa bahan pengikat mata intan, sehingga cairan pemotongan yang larut dalam air sering kali lebih disukai.
Perbandingan Tipe Asah Silinder Sepeda Motor
| Jenis Asah | Kasus Penggunaan Terbaik | Diperlukan Pelumasan | Tingkat Keterampilan | Penghapusan Materi |
|---|---|---|---|---|
| Kaku (Bermuatan Pegas) | Setelah membosankan, pelapisan ulang penuh | Selalu basah | Menengah–Lanjutan | Sedang hingga Tinggi |
| Flex-Hone (Mengasah Bola) | Deglazing, penyelesaian dataran tinggi | Selalu basah | Pemula–Menengah | Rendah |
| Asah Berlian | Nikasil, chrome, pelapis keras | Selalu basah (water-soluble preferred) | Lanjutan | Rendah to Moderate |
| Dataran Tinggi Asah (CBN) | Performa akhir, mesin balap | Selalu basah | Lanjutan | Sangat Rendah (hanya finishing) |
Memilih Pelumas Asah yang Tepat untuk Pekerjaan Silinder Sepeda Motor
Tidak semua pelumas bekerja dengan baik untuk mengasah. Oli yang salah dapat mencemari lubang, menurunkan kualitas batu abrasif lebih cepat, atau mengganggu proses pemotongan. Berikut rincian praktis tentang apa yang berhasil dan apa yang harus dihindari.
Minyak Asah Khusus
Produk seperti Sunnen Honing Oil, Goodson Honing Oil, dan produk serupa yang diformulasikan dengan tujuan tertentu adalah standar emasnya. Oli ini dirancang khusus untuk memberikan viskositas yang tepat, sifat cairan pemotongan, dan pelumasan untuk pemesinan abrasif. Bahan ini mengeluarkan partikel logam dari zona pemotongan, mengurangi pemuatan batu, dan tidak meninggalkan kontaminan yang mengganggu langkah perakitan mesin selanjutnya. Jika Anda melakukan pekerjaan serius pada silinder sepeda motor — baik pada mesin dua langkah 125cc atau 1200cc — oli asah khusus adalah pilihan yang tepat.
Minyak Tanah atau Mineral Spirit
Minyak tanah (minyak parafin) adalah pengganti minyak asah khusus yang paling umum digunakan di lapangan, dan cara kerjanya cukup baik. Viskositasnya yang rendah memungkinkannya menembus zona pemotongan dan membawa partikel logam secara efektif. Banyak masinis profesional telah menggunakan minyak tanah selama puluhan tahun dengan hasil yang baik secara konsisten. Roh mineral melakukan hal serupa. Tidak ada yang seefektif oli asah yang dibuat khusus, namun bagi mekanik DIY yang mengasah satu silinder sepeda motor setiap beberapa tahun sekali, perbedaan kualitas lubang akhir tidak terlalu jauh.
WD-40
WD-40 banyak digunakan sebagai pelumas asah untuk aplikasi pengasah fleksibel (pengasah bola). Ringan, meresap dengan baik, dan mudah didapat. Ini merupakan pilihan yang dapat diterima untuk pekerjaan deglazing. Namun, WD-40 bukanlah cairan pemotong — ini terutama merupakan pelumas pengganti air dan penghambat korosi ringan. Untuk menghilangkan material yang lebih berat dengan alat yang kaku, alat ini tidak memberikan pelumasan yang cukup untuk mencegah pemuatan batu, dan lapisan tipisnya mungkin tidak cukup mendinginkan zona pemotongan.
Apa yang Tidak Boleh Digunakan
- Oli mesin: Terlalu kental dan meninggalkan residu yang mencemari permukaan lubang, berpotensi mengganggu dudukan ring.
- Cairan transmisi (ATF): Mengandung pengubah gesekan dan aditif yang dapat menyumbat batu asah dan meninggalkan kontaminan permukaan.
- Minyak rem: Higroskopis dan agresif secara kimia — akan merusak komponen karet di sekitarnya dan dapat menyerang aluminium jika tidak dihilangkan seluruhnya.
- Air saja: Menyebabkan karat cepat pada lubang besi cor segera setelah diasah, sehingga merusak permukaan yang baru disiapkan.
- Memotong minyak (sulfurisasi gelap): Senyawa belerang dalam oli pemotongan berwarna gelap dapat bereaksi dengan paduan tembaga yang digunakan pada beberapa bantalan mesin dan meninggalkan noda pada lubang aluminium.
Cara Mengasah Silinder Sepeda Motor: Proses Langkah-demi-Langkah
Mengasah silinder sepeda motor dengan benar memerlukan perhatian terhadap detail, alat yang tepat, dan kesabaran. Proses ini mengasumsikan Anda melakukan pekerjaan deglazing atau pelapisan ulang ringan pada lubang silinder aluminium atau besi cor yang sesuai spesifikasi dimensi — bukan lubang ulang penuh, yang memerlukan peralatan bengkel mesin.
Alat dan Bahan yang Dibutuhkan
- Flex-hone (ball hone) dengan diameter yang benar — biasanya 1–2 mm lebih besar dari diameter lubang untuk tegangan pegas yang tepat
- Bor listrik kecepatan variabel yang mampu mempertahankan 300–500 RPM
- Minyak asah, minyak tanah, atau WD-40
- Kain lap bersih yang tidak berbulu
- Air sabun panas dan sikat bor untuk pembersihan pasca-asah
- Mikrometer lubang atau pengukur lubang dial
- Kaca pembesar atau bore scope (opsional tetapi disarankan)
- Bersihkan oli rakitan (untuk perlindungan lubang setelah diasah)
Langkah 1: Ukur Lubang Sebelum Mengasah
Sebelum menyentuhkan asah ke silinder, ukur diameter lubang di beberapa lokasi — setidaknya di tiga kedalaman (dekat bagian atas, tengah, dan bawah zona perjalanan cincin) dan pada dua sumbu tegak lurus di setiap kedalaman. Ini mengidentifikasi kondisi lancip atau tidak bulat. Jika lubangnya lebih dari 0,002 inci (0,05 mm) berbentuk bulat atau meruncing, penghilangan glasir dengan pengasah fleksibel tidaklah cukup — silinder perlu dibor terlebih dahulu.
Langkah 2: Amankan Silinder
Pasang silinder dengan aman pada ragum menggunakan rahang lunak, atau jepit ke permukaan kerja. Silinder tidak boleh bergerak selama pengasahan — setiap goyangan atau pergeseran akan mengubah jalur pengasahan dan menghasilkan geometri lubang yang tidak rata. Untuk mesin sepeda motor satu silinder kecil, seluruh wadah silinder biasanya dapat ditempatkan langsung di catok yang empuk. Untuk mesin multi-silinder yang lebih besar, masing-masing silinder mungkin perlu dipasang pada pelat perlengkapan.
Langkah 3: Oleskan Minyak Asah Secara Banyak
Oleskan sedikit minyak asah pada pengasah fleksibel dan dinding lubang. Jangan pelit — Anda ingin lubangnya cukup basah sehingga Anda bisa melihat minyak mengkilat di permukaannya. Simpan minyak tambahan di dekat Anda sehingga Anda dapat mengaplikasikan lebih banyak selama proses mengasah. Mengasah dalam keadaan kering meskipun hanya beberapa kali pukulan dapat memuat bola abrasif dan mengurangi efektivitas pemotongan secara permanen.
Langkah 4: Atur Kecepatan Bor dan Mulailah Mengelus
Masukkan pengasah fleksibel ke dalam lubang dan atur kecepatan bor sekitar 300–450 RPM. Mulailah mengelus asah ke atas dan ke bawah melalui lubang dengan kecepatan yang akan menghasilkan tanda garis silang yang terlihat. Pedoman yang sering dikutip adalah dengan menggunakan kecepatan pukulan yang menyebabkan alat pengasah menempuh seluruh panjang lubang (ditambah kira-kira 1/4 panjang alat pengasah melewati setiap ujungnya) dalam satu gerakan halus setiap 1 hingga 1,5 detik.
Untuk silinder sepeda motor dengan lubang 100 mm pada umumnya dengan zona gerak cincin 90 mm, pengasahan aktif selama 30–60 detik biasanya cukup untuk menghilangkan lapisan glasir pada permukaan dan menghasilkan garis silang yang baru. Jangan melakukan pengasahan secara berlebihan — pengasahan yang berlebihan akan menghilangkan terlalu banyak material dan membuka celah di luar spesifikasi.
Langkah 5: Hentikan, Tarik, dan Periksa
Setelah 30 detik mengasah, hentikan bor saat pengasah masih berada di dalam lubang (jangan pernah melepas pengasah yang berputar — bola dapat tersangkut di tepi lubang dan merusaknya), lalu tarik pengasah yang berhenti. Bersihkan lubang bor dengan kain lap yang tidak berbulu dan periksa permukaannya di bawah pencahayaan yang baik. Anda akan melihat pola garis silang seragam yang menutupi seluruh panjang lubang tanpa ada sisa area kaca yang mengkilat. Jika noda mengkilap masih ada, gunakan minyak segar dan lanjutkan mengasah.
Langkah 6: Bersihkan Lubang Secara Menyeluruh
Pada langkah inilah banyak pembuat mesin DIY melakukan kesalahan yang paling merugikan. Pengasahan meninggalkan partikel abrasif dan serpihan logam di lembah mikro permukaan lubang. Jika kotoran ini tidak dihilangkan seluruhnya, ia akan bertindak seperti senyawa gerinda yang tertanam pada ring piston dan dinding lubang selama jam-jam pertama pengoperasian mesin. , menyebabkan keausan yang dipercepat yang merusak lubang dan cincin secara permanen.
Cara pembersihan yang benar adalah air sabun panas dengan sikat bor, bukan pelarut. Pelarut seperti pembersih rem atau mineral spirit sangat baik dalam melarutkan oli namun tidak secara fisik menghilangkan partikel abrasif dari lembah mikro pada permukaan lubang. Air panas dengan sabun cuci piring (rekomendasi klasik dari pembuat mesin John Erb dan kemudian dipopulerkan oleh pembuat mesin John Callies) menciptakan tindakan scrubbing yang secara fisik mengangkat dan membawa partikel abrasif. Gosok lubangnya dengan kuat, bilas hingga bersih dengan air panas yang bersih, lalu segera keringkan dan oleskan selapis oli rakitan yang bersih untuk mencegah karat yang cepat (terutama penting untuk besi tuang).
Langkah 7: Pengukuran Akhir
Setelah dibersihkan dan sebelum perakitan, ukur ulang lubang untuk memastikan apakah masih sesuai spesifikasi. Deglaze ringan dengan pengasah fleksibel biasanya menghilangkan material kurang dari 0,0005 inci (0,013 mm) — perubahan dimensi dapat diabaikan. Jika pengukuran Anda menunjukkan pelepasan lebih banyak dari yang diharapkan, periksa kembali teknik Anda dan asah pilihan grit.
Bahan Silinder Sepeda Motor dan Pengaruhnya terhadap Pendekatan Pengasahan
Bahan liner silinder secara mendasar mengubah cara Anda melakukan pendekatan mengasah. Bahan yang berbeda memerlukan bahan abrasif yang berbeda, grit yang berbeda, pelumas yang berbeda, dan penyelesaian permukaan target yang berbeda.
Lapisan Besi Cor
Lapisan silinder besi cor tradisional - ditemukan di banyak mesin empat langkah Jepang yang lebih tua, sepeda motor Inggris, dan V-twin Amerika - adalah yang paling mudah untuk diasah. Besi cor mengandung grafit bebas dalam struktur mikronya, yang berfungsi sebagai pelumas bawaan. Ini diasah dengan baik dengan batu aluminium oksida dan mudah merespon terhadap flex-hones. Nilai Target Ra untuk lubang sepeda motor besi cor biasanya 20–35 mikroinci dengan cincin konvensional, atau 15–25 mikroinci untuk cincin berwajah moly. Besi tuang cepat berkarat — oleskan minyak ke lubang dalam beberapa menit setelah pembersihan selesai.
Silinder Aluminium (Tanpa Liner)
Beberapa silinder sepeda motor — khususnya pada mesin dua langkah kecil dan mesin empat langkah modern tertentu — berupa lubang aluminium tanpa lapisan terpisah. Ini memerlukan pengasah silikon karbida atau aluminium oksida dan perhatian yang cermat terhadap penumpukan panas. Bahan aluminium yang lebih lembut menghilangkan lebih cepat daripada besi, dan struktur kristal yang lebih longgar berarti Anda dapat secara tidak sengaja membuka celah dengan cepat jika Anda menggunakan pasir yang terlalu agresif atau mengasah terlalu lama. Pengasahan basah bahkan lebih penting lagi di sini — perbedaan ekspansi termal antara aluminium dan badan asah baja berarti pengasahan kering menciptakan lebih banyak variabilitas dimensi pada aluminium dibandingkan pada besi.
Bor Nikasil dan Komposit Keramik
Nikasil (nikel-silikon karbida) adalah lapisan keras berlapis listrik yang digunakan pada lubang banyak mesin sepeda motor modern dan berperforma tinggi — termasuk BMW Boxer, mesin berbasis Rotax, dan banyak sepeda motor sport Jepang. Pelapis komposit keramik seperti SCEM (Suzuki Composite Electrochemical Material) dan NSS (Kawasaki) bekerja dengan cara yang sama. Lapisan ini sangat keras — biasanya 800–1000 pada skala kekerasan Vickers — dan tidak dapat diasah dengan bahan abrasif aluminium oksida atau silikon karbida konvensional. . Hanya bahan abrasif intan atau CBN (cubic boron nitride) yang dapat memotong permukaan ini secara efektif.
Mengasah lubang Nikasil adalah pekerjaan khusus. Target Ra lebih ketat daripada besi tuang — biasanya 10–20 mikroinci — dan asah berlian harus digunakan dalam keadaan basah dengan cairan pemotongan yang larut dalam air. Lebih penting lagi, lubang Nikasil yang telah rusak karena bahan bakar yang terkontaminasi etanol (etanol menyebabkan Nikasil larut secara bertahap seiring berjalannya waktu) tidak dapat diselamatkan dengan diasah — silindernya harus diganti atau diganti. Hal ini telah menjadi permasalahan yang signifikan di pasar yang banyak menggunakan campuran etanol E10 atau lebih tinggi, khususnya yang terjadi pada sepeda motor BMW seri R lawas yang berasal dari pertengahan tahun 1990an.
Lubang Berlapis Krom
Pelapisan krom keras biasanya digunakan pada silinder sepeda motor dua tak - dan masih digunakan pada beberapa aplikasi dua tak berperforma tinggi dan balap - karena kekerasan krom dan koefisien gesekan rendah ideal untuk lingkungan lubang terbuka pada mesin dua tak. Lubang krom memerlukan bahan abrasif intan untuk mengasah, dan spesifikasi permukaan akhir sangat ketat. Seperti Nikasil, pekerjaan krom biasanya dikirim ke spesialis.
Perbedaan Mengasah Silinder Sepeda Motor Dua Tak vs. Empat Tak
Perbedaan mendasar antara desain mesin dua langkah dan empat langkah menciptakan persyaratan pengasahan yang berbeda yang sering kali membingungkan mekanik yang bekerja pada kedua jenis tersebut.
Silinder Dua Langkah
Pada mesin sepeda motor dua langkah, lubang piston membuka dan menutup saluran masuk dan keluar dengan melewatinya di dalam lubang. Ini berarti permukaan lubang terganggu oleh bukaan port — pengasah harus melewati bukaan ini pada setiap pukulan. Tepi lubang ini dapat tersangkut batu asah dan menyebabkan pemotongan tidak rata atau merusak asah.
Silinder dua langkah biasanya menggunakan lubang krom atau Nikasil daripada besi tuang, karena lubang tersebut akan menimbulkan penambah tegangan pada bahan pelapis yang lebih lembut. Mengasah silinder dua langkah dengan bukaan port memerlukan pukulan yang pendek dan terkontrol serta perhatian yang cermat terhadap titik masuk dan keluar pengasah. Banyak teknisi menggunakan alat chamfering untuk menghaluskan tepi port dengan ringan sebelum mengasah untuk mengurangi risiko tersangkutnya batu asah.
Konfigurasi ring piston juga berbeda: piston dua langkah biasanya menggunakan cincin tunggal yang tebal (terkadang dua) dengan pin pencari untuk mencegah cincin berputar dan tersangkut di port. Antarmuka ring-to-bore dalam dua langkah berbeda dengan empat langkah, dan sudut garis silang yang diperlukan mungkin berbeda — beberapa spesialis dua langkah lebih memilih sudut garis silang yang lebih dangkal yaitu 30–35 derajat daripada standar 45 derajat untuk empat langkah.
Silinder Empat Langkah
Silinder sepeda motor empat langkah lebih konvensional — permukaan lubang tidak terputus dari atas ke bawah, dengan katup dioperasikan oleh kepala, bukan lubang di lubang. Hal ini membuat silinder empat langkah lebih mudah untuk diasah, dan pengasah kaku konvensional serta pengasah fleksibel dapat digunakan secara bebas tanpa mengkhawatirkan tepi port.
Konfigurasi cincin dalam empat langkah — biasanya cincin kompresi atas, cincin kompresi kedua, dan cincin kontrol oli — memerlukan permukaan lubang untuk mendukung retensi oli pada cincin oli sekaligus menjaga segel rapat pada cincin kompresi. Crosshatch 45 derajat dioptimalkan untuk konfigurasi multi-ring ini. Pegas expander cincin oli menahan rel kembar pada lubang dengan kekuatan yang signifikan, dan garis silang memberikan tekstur yang cukup untuk retensi oli tanpa terlalu kasar sehingga rel cincin oli tidak dapat menyesuaikan diri dengan benar.
Kesalahan Umum Mengasah Yang Merusak Lubang Silinder Sepeda Motor
Bahkan mekanik berpengalaman pun membuat kesalahan yang bisa dihindari saat mengasah silinder sepeda motor. Ini adalah kesalahan yang paling sering muncul sebagai masalah dudukan ring, konsumsi oli, atau keausan dini setelah pembangunan kembali.
Menggunakan Grit yang Salah
Asah dengan butiran kasar (80 atau 120 grit) yang digunakan sebagai hasil akhir akan meninggalkan lubang yang terlalu kasar. Proses pemasangan cincin akan memakan waktu lebih lama, dan dalam beberapa kasus, puncak permukaan kasar justru terlipat dan menciptakan partikel abrasif yang tertanam di dinding lubang. Sebaliknya, asah berbutir halus yang digunakan pada lubang yang memerlukan pemotongan lebih agresif hanya membuang-buang waktu dan mengisi daya dengan cepat. Sesuaikan grit dengan pekerjaan: kasar untuk menghilangkan material setelah pengeboran, halus (240–320) untuk deglaze akhir dan garis silang pada lubang yang sudah sesuai spesifikasi.
Kecepatan Pukulan yang Tidak Konsisten
Mengubah kecepatan pukulan selama pukulan asah akan mengubah sudut garis silang. Jika Anda bergerak lebih cepat di bagian atas dan lebih lambat di bagian bawah, Anda akan menghasilkan lubang dengan sudut garis silang yang tidak konsisten dari atas ke bawah — lebih rapat di bagian atas saat Anda memperlambat, lebih dangkal di bagian bawah tempat Anda mempercepat. Hal ini menghasilkan distribusi lapisan oli yang tidak konsisten dan dudukan ring yang tidak merata. Latih ritme pukulan yang konsisten sebelum mengasah lubang bor.
Tidak Memperpanjang Asah Melewati Ujung Lubang
Jika asah tidak pernah melewati tepi atas dan bawah lubang selama pukulan, area tersebut menerima tindakan abrasif yang lebih sedikit dibandingkan bagian tengah lubang. Hasilnya adalah lubang yang lebih rapat di bagian atas dan bawah (tempat terjadinya pembalikan cincin) dibandingkan di bagian tengah — kebalikan dari apa yang Anda inginkan. Biarkan alat pengasah memanjang kira-kira seperempat panjangnya melewati setiap ujung lubang pada setiap pukulan.
Pembersihan Pasca Asah yang Tidak Memadai
Seperti yang dibahas pada langkah pembersihan di atas, penggunaan pelarut sebagai pengganti air sabun panas akan meninggalkan partikel abrasif di dalam lubang. Konsekuensinya sangat parah. Dalam sebuah studi kasus pembuatan mesin yang terdokumentasi dengan baik, sebuah mesin yang dibangun kembali dengan lubang yang telah dibersihkan dengan pelarut (tetapi tidak digosok dengan air) menunjukkan ukuran keausan ring piston sebesar 0,003 inci setelah 500 mil — jumlah yang biasanya memakan waktu 50.000 mil dalam lubang yang dibersihkan dengan benar. Pasir yang tertanam bertindak sebagai senyawa pemukul, dan pada saat keausan cincin terlihat, lubang itu sendiri sering kali rusak melebihi batas ukuran berlebih berikutnya.
Mengasah Lubang yang Sudah Kebesaran
Mekanik terkadang mencoba mengasah lubang yang sudah mencapai batas maksimum kebesaran, dengan harapan dapat membersihkan beberapa bekas goresan atau keausan. Jika pengasahan membuat lubang melampaui spesifikasi ukuran maksimum, tidak ada piston ukuran besar yang tersedia untuk memasangnya dengan benar. Selalu ukur sebelum mengasah dan pastikan ada cukup bahan yang tersisa untuk langkah ukuran besar berikutnya sebelum mengeluarkan logam apa pun.
Menggunakan Flex-Hone Saat Membosankan Dibutuhkan
Pengasah fleksibel tidak dapat memperbaiki lubang yang tidak bulat atau meruncing — alat ini menyesuaikan dengan bentuk lubang yang ada dan mengikis semua permukaan secara merata, jadi jika lubangnya berbentuk oval, maka akan tetap berbentuk oval. Kondisi out-of-round yang lebih besar dari 0,002 inci (0,05 mm) atau lancip lebih besar dari 0,002 inci memerlukan pemboran, bukan pengasahan. Menggunakan pengasah fleksibel pada lubang yang perlu dibor akan menghasilkan lubang dengan tanda garis silang baru tetapi geometrinya masih buruk — dan cincin yang tidak dapat tersegel dengan benar.
Jarak Bebas Piston-ke-Dinding dan Mengapa Mengasah Presisi Itu Penting
Pengasahan pada akhirnya bertujuan untuk mencapai jarak bebas piston ke dinding yang benar. Ini adalah celah antara rok piston dan dinding lubang, diukur pada permukaan dorong piston (tegak lurus terhadap sumbu pin pergelangan tangan) di bagian bawah rok.
Spesifikasi jarak bebas piston ke dinding pada umumnya untuk mesin sepeda motor sangat bervariasi menurut aplikasinya:
| Tipe Mesin | Rentang Izin Khas | Catatan |
|---|---|---|
| Jalan empat langkah, lubang besi cor | 0,001–0,002 inci (0,025–0,05 mm) | Kisaran spesifikasi OEM standar |
| Jalan empat langkah, lubang aluminium | 0,002–0,003 inci (0,05–0,076 mm) | Ekspansi termal yang lebih tinggi memerlukan jarak bebas yang lebih besar |
| Performa/balapan empat tak | 0,003–0,005 inci (0,076–0,127 mm) | Temperatur pengoperasian lebih tinggi, piston tempa lebih mengembang |
| Lubang krom dua langkah | 0,002–0,004 inci (0,05–0,10 mm) | Sangat bervariasi berdasarkan perpindahan |
Jarak bebas yang terlalu rapat menyebabkan piston lecet saat mesin mencapai suhu pengoperasian dan piston mengembang untuk menutup celah yang tersisa. Jarak bebas yang terlalu besar memungkinkan piston bergoyang, meningkatkan ring blow-by, menghasilkan kebisingan mekanis ("piston slap"), dan sering kali menyebabkan lubang bor dan piston cepat aus. Proses pengasahan harus dikontrol dengan cukup tepat sehingga diameter lubang akhir berada dalam 0,0005 inci (0,013 mm) dari dimensi target — toleransi yang memerlukan pengukuran yang cermat dan pembuangan material yang terkendali.
Kapan Mengasah vs Kapan Mengirim Silinder Sepeda Motor ke Bengkel Mesin
Tidak setiap situasi silinder memerlukan respons yang sama. Memahami batasan apa yang dapat Anda lakukan di rumah versus apa yang memerlukan pemesinan profesional akan mencegah kesalahan yang merugikan.
Pengasahan DIY Cocok Saat:
- Lubangnya berada dalam spesifikasi dimensi (dalam 0,002 inci bulat dan lurus)
- Lubangnya berlapis kaca karena penggunaan yang lama dan cincin tidak lagi terpasang dengan benar
- Ring piston baru sedang dipasang tanpa membosankan, dan lubangnya memerlukan garis silang baru untuk pembobolan ring
- Karat ringan pada permukaan atau lubang korosi kecil perlu dibersihkan (walaupun lubang yang dalam memerlukan pengeboran)
- Bahan lubangnya adalah besi tuang atau aluminium standar — bukan Nikasil atau krom
Pekerjaan Bengkel Mesin Profesional Diperlukan Saat:
- Lubangnya lebih dari 0,002 inci berbentuk bulat atau meruncing — diperlukan lubang
- Silinder memiliki skor yang dalam akibat kejang piston — perlu dilakukan pengeboran atau pelapisan ulang
- Bahan lubangnya adalah Nikasil, komposit keramik, atau krom — diperlukan perkakas berlian khusus
- Jarak bebas piston ke dinding harus diatur secara tepat untuk menerima piston berukuran besar
- Silinder dua langkah dengan kerusakan port yang meluas hingga ke permukaan lubang
- Situasi apa pun yang memerlukan presisi dimensi lebih baik dari ±0,001 inci
Tarif bengkel mesin untuk pengeboran dan pengasahan silinder sepeda motor biasanya berkisar antara $40 hingga $120 per silinder tergantung pada diameter lubang, bahan, dan wilayah. Untuk silinder sepeda motor yang memerlukan koreksi geometrik asli, biaya ini sangat mahal — mencoba memperbaiki lubang yang bengkok atau terlalu besar dengan pengasah fleksibel seharga $20 dari toko onderdil mobil hanya akan menghasilkan silinder yang masih memerlukan bengkel mesin, ditambah pengasah fleksibel yang terbuang.
Pembobolan Cincin Setelah Mengasah Silinder Sepeda Motor
Silinder sepeda motor yang diasah dengan benar hanyalah permulaan. Proses pembobolan ring — beberapa jam pertama pengoperasian setelah perakitan — menentukan seberapa baik ring menyesuaikan dengan lubang dan berapa lama mesin akan mempertahankan kompresi yang baik dan konsumsi oli yang rendah.
Selama break-in, titik-titik tinggi (puncak) dari pola garis silang secara bertahap melemah di bawah tekanan cincin, menciptakan permukaan dataran tinggi di mana cincin-cincin tersebut berada di puncak yang datar dengan lembah penahan minyak di antara keduanya. Efek pengasahan dataran tinggi ini terjadi secara alami selama pembobolan, namun memerlukan penyelesaian permukaan awal yang benar — jika Ra terlalu kasar, pembobolan akan memakan waktu terlalu lama dan keausan cincin akan berlebihan; jika terlalu halus, cincin tidak dapat menghasilkan gesekan yang cukup untuk menyesuaikan diri dengan benar.
Protokol Pembobolan Mesin Sepeda Motor
- Nyalakan mesin dan biarkan mencapai suhu pengoperasian — biasanya 5 hingga 10 menit dengan kecepatan bervariasi, hindari idle yang berkepanjangan.
- Matikan mesin dan biarkan hingga benar-benar dingin hingga mencapai suhu kamar. Siklus termal ini membantu memasangkan cincin dengan membiarkan lubang dan piston mengembang dan berkontraksi, menyesuaikan permukaan satu sama lain.
- Ulangi proses siklus panas dua hingga tiga kali sebelum perjalanan pertama.
- Selama 500 mil pertama, ubah throttle secara terus menerus dan hindari RPM tinggi yang berkelanjutan — hal ini mencegah kaca cincin pada posisi duduk sebagian.
- Ganti oli mesin pada jarak 500 mil untuk menghilangkan partikel logam yang dihasilkan oleh proses dudukan ring.
- Hindari menyeret throttle ringan dan hindari RPM tinggi yang berkelanjutan hingga penggantian oli pertama selesai. Kedua ekstrem tersebut menghalangi tempat duduk ring yang tepat.
Silinder sepeda motor yang diasah dengan baik dengan cincin yang rusak dengan benar akan menunjukkan pembacaan kompresi yang stabil pada jarak 500–1000 mil dan akan mempertahankan pembacaan tersebut selama masa pakai mesin. Jika pembacaan kompresi masih meningkat atau bervariasi secara signifikan setelah 1000 mil, itu pertanda proses pengasahan atau pembobolan tidak ideal.
 Silinder Sepeda Motor Paduan Aluminium untuk Suku Cadang Mesin Yamaha")

 silinder sepeda motor paduan aluminium Yamaha yang tahan aus")
 silinder mesin Yamaha yang tahan lama")
 Silinder mesin sepeda motor aluminium performa tinggi Yamaha")
 Komponen sepeda motor paduan aluminium Yamaha")
 Suku cadang mesin silinder sepeda motor Yamaha")
 Silinder mesin aluminium berpendingin air Yamaha")
